
ตัดไม่ตรงเพราะมือกาก…หรือเพราะรางสไลด์กันแน่?
เวลางานตัดไม้หรือเหล็กออกมาเอียงนิด เบี้ยวน้อย ต้องเจียรซ้ำอยู่เรื่อย หลายคนมักโทษตัวเองก่อนเลย ว่ามือไม่นิ่ง ดันแรงไปบ้าง หรือโทษใบตัดว่าไม่คมพอ
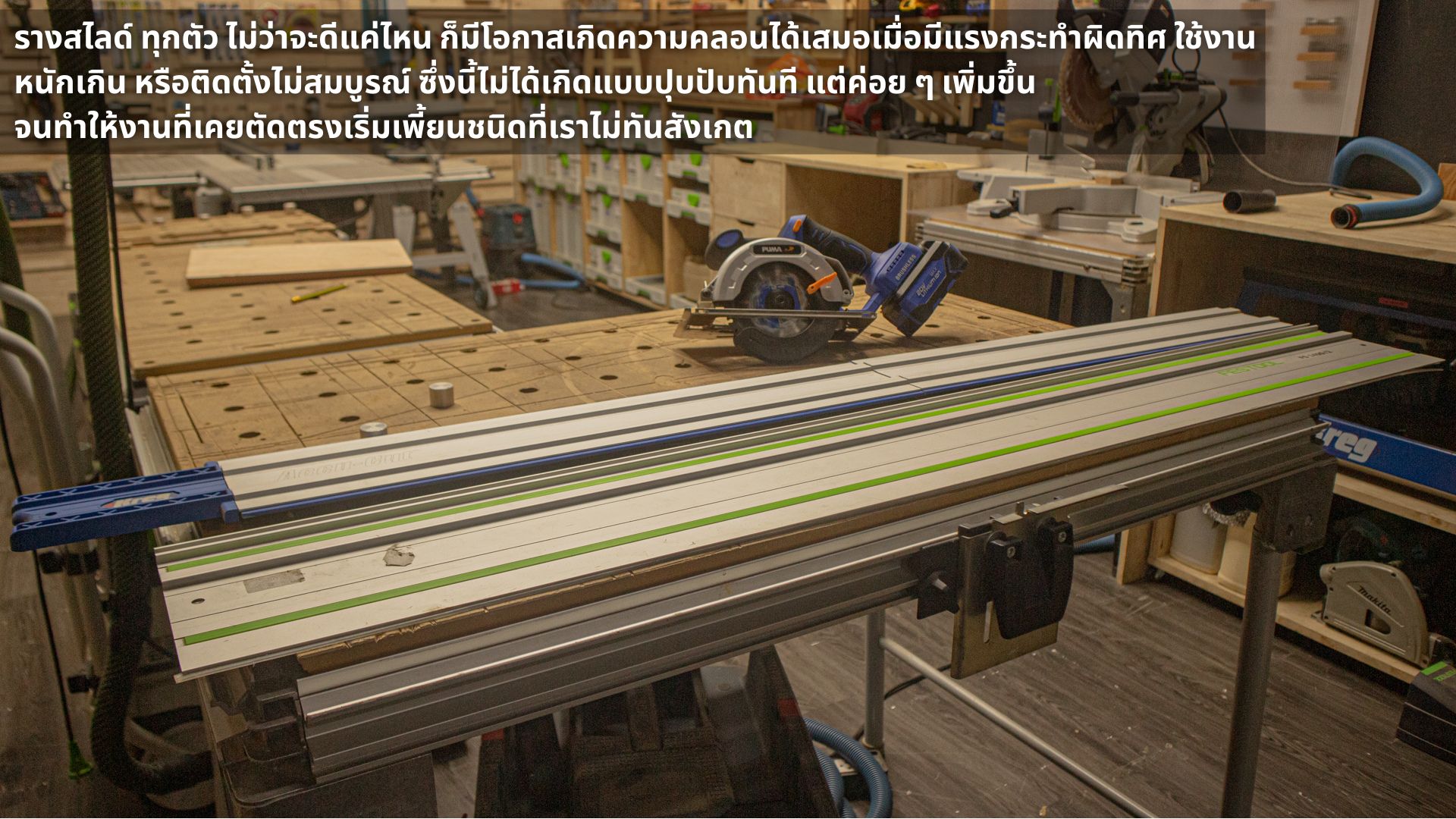
แต่ความจริงแล้ว มีอีกตัวการหนึ่งที่มักซ่อนอยู่เงียบ ๆ และคนส่วนใหญ่มองข้าม นั่นคือ “ความคลอนของรางสไลด์”
แค่การคลอนเล็ก ๆ ไม่กี่มิลลิเมตร ก็พอจะเปลี่ยนงานที่ควรจะตรงและคม ให้กลายเป็นงานที่ต้องคอยแก้ คอยไล่เจียร ทั้งที่คุณมั่นใจว่าตั้งองศาและระยะทุกอย่างเป๊ะแล้ว
ในมุมคนทำงานไม้ งานเหล็ก หรือสายงานประกอบทั้งหลาย ถ้าไม่เข้าใจเรื่องนี้ให้ดี คุณอาจกำลังปล่อยให้รางสไลด์พาคุณตัดเบี้ยวอยู่แบบไม่รู้ตัวเลยก็ได้ครับ
ในบทความนี้ เราจะมาคุยกันให้ลึกแบบตรงประเด็นว่า:
ความคลอนของรางสไลด์คืออะไรแน่ ๆ?
ทำไมช่องว่างนิดเดียวถึงทำให้ตัดไม่ตรง?
จะสังเกตยังไงว่า รางของคุณเริ่มมีปัญหาแล้ว?
เตรียมเช็คโต๊ะงานของคุณหลังอ่านจบได้เลย
ทำไมรางสไลด์ต้องนิ่งกว่าที่คิด?
หลายคนมองว่ารางสไลด์ก็แค่ตัวนำทางให้หัวตัดเลื่อน ก็แค่ราง ไม่ได้สำคัญเท่าเครื่อง หรือใบตัด
แต่ในความเป็นจริง รางสไลด์คือชิ้นส่วนที่เป็นตัวกำหนดทิศทางการเคลื่อนที่เกือบ 100% ถ้ารางเอียงนิด คลอนหน่อย ผลลัพธ์ปลายทางก็พร้อมจะเพี้ยนตามไปทันที
คุณอาจมีทุกอย่างดีพร้อม:
เครื่องตัดแรง แรงม้าเหลือ ๆ
ใบตัดคมกริบ
โต๊ะทำงานแน่น ไม่สั่น
แต่ถ้า “รางไม่ตรงและไม่แน่น” ทุกอย่างด้านบนก็เสียความเที่ยงตรงไปหมด เพราะหัวตัดจะเดินได้ตรงแค่ไหน ก็ขึ้นกับรางที่มันวิ่งอยู่เท่านั้นเอง
กลไกที่ดูง่าย แต่เต็มไปด้วยความละเอียด
เวลาพูดถึง รางสไลด์ หลายคนอาจนึกถึงรางลิ้นชัก รางโต๊ะ หรือรางเล็ก ๆ ในงานทั่วไป แต่พอมาอยู่ในระบบตัด ไม่ว่าจะไม้ เหล็ก หรือชิ้นส่วนประกอบต่าง ๆ รางสไลด์จะทำหน้าที่เป็นเหมือน “รางรถไฟ” ที่หัวตัดต้องเดินตามแบบไม่มีสิทธิ์ออกนอกเส้น
ปัญหาคือ ในโลกจริงมันไม่ได้นิ่งสมบูรณ์แบบอย่างที่คิด มุมที่หลุดไปแค่ 0.5 องศา หรือการเอียงแค่ 1 มิลลิเมตรตอนเริ่มตัด พอปลายชิ้นงานกลับกลายเป็นความคลาด 2–3 มิลลิเมตร แบบชิล ๆ เลยครับ
ยิ่งตอนทำงานจริง คุณส่งแรงกดผ่านมือลงไปที่หัวตัด แรงสั่นสะสมตลอดทางเลื่อนบนรางก็ยิ่งช่วยขยายความผิดพลาดเล็ก ๆ ให้ชัดขึ้นไปอีก
ความคลอนนิดเดียว ทำไมถึงร้ายทั้งระบบ
โดยเฉพาะงานที่ต้องตัดชิ้นยาว ๆ
หน้าไม้ยาว
เหล็กกล่อง
แผ่นประกอบเฟรมต่าง ๆ
ความคลอนในรางสไลด์เพียงเล็กน้อย จะสะท้อนออกมาเป็นความเบี้ยวที่เห็นได้ชัดในช่วงปลายชิ้นงาน บางครั้งประกอบกันแล้วเกิดช่องว่าง หัวชนกันไม่สนิท มุมไม่ปิด
ยังไม่นับแรงดึงจากใบตัดที่มีโอกาสตะปบวัสดุ ดึงหัวตัดออกนอกแนวที่ควรจะเป็น ทำให้มุมเอียงมากขึ้นไปอีกแบบเราไม่รู้ตัว
สรุปง่าย ๆ คือ จุดคลอนเล็ก ๆ บนราง กลายเป็นต้นน้ำของความคลาดเคลื่อนทั้งระบบได้สบาย ๆ
แล้ว “ความคลอน” คืออะไรกันแน่?

ลองนึกภาพประตูที่บานไม่ฟิตกับวงกบ เวลาเขย่าที จะได้ยินเสียงกึก ๆ มีช่องว่างให้ขยับ นั่นล่ะคือ “ความคลอน” แบบชัด ๆ ที่เรามองเห็น
แต่ในรางสไลด์ ความคลอนมักไม่ดราม่าขนาดนั้น มันอาจไม่ส่งเสียง ไม่ได้โยกรุนแรงให้เห็นชัด ๆ บางครั้งคลอนแค่ เสี้ยวมิลลิเมตร จนมือเรารู้สึกไม่ออกด้วยซ้ำ
แต่อย่าหลงกลครับ เพราะ ช่องว่างเล็ก ๆ นี่แหละ ที่ค่อย ๆ สร้างผลกระทบสะสมทีละนิด ทุกครั้งที่คุณเลื่อนหัวตัด แรงต่าง ๆ ก็จะทำงานร่วมกับช่องว่างนี้เสมอ
แค่ไม่กี่มิล ทำไมตัดไม่ตรง?
ทุกครั้งที่คุณดึงหัวตัดผ่านราง แรงสามอย่างจะมาชนกันตลอดเวลา:
แรงดันจากมือ
แรงดึงของใบตัดขณะกินเนื้อวัสดุ
แรงเสียดทานระหว่างตัววิ่งกับราง
เมื่อมีช่องว่างในราง หัวตัดจะมีสิทธิ์ “หนีแนว” ได้ทีละนิด พอคุณเริ่มกด ใบเริ่มกินเนื้อ เส้นตัดก็จะค่อย ๆ เอียงออกไปช้า ๆ แบบที่ตอนกำลังตัดคุณมองไม่ค่อยออก แต่ไปเห็นชัดตอนเอาชิ้นงานมาประกอบจริงทีหลัง
ยิ่งงานที่ต้องตัดหลายชิ้นให้เท่ากัน เช่น
เฟรมไม้
โครงโต๊ะ
ชั้นวาง
รางที่คลอนแม้เพียงน้อยนิด ก็เพียงพอให้ชิ้นงานแต่ละชิ้น “ไม่เท่ากันสักที” ถึงจะใช้เครื่องเดิม ระยะเดิม วิธีเดิมทุกอย่างก็ตาม
ความคลอนของรางสไลด์ มาจากตรงไหนบ้าง?
จริง ๆ แล้ว ปัญหานี้ไม่ใช่เรื่องชิ้นส่วนชิ้นเดียว แต่เป็นเรื่อง การเสื่อมของทั้งระบบในระยะยาว ทั้งจากวัสดุ การใช้งาน และการติดตั้งตั้งแต่วันแรกที่เอามาใช้
ลองมาดูสาเหตุหลัก ๆ ที่ทำให้รางสไลด์เริ่มคลอนกันแบบตรง ๆ
1. วัสดุรางไม่แข็งแรงพอ
ถ้ารางสไลด์ทำจากวัสดุที่บางเกินไป หรือเกรดไม่เหมาะกับภาระที่ต้องรับ ใช้ไปนาน ๆ รูปทรงของรางจะค่อย ๆ เบี้ยว
ผลที่ตามมาคือ:
หน้ารางเริ่มเสียรูปทีละนิด
ช่องว่างระหว่างตัววิ่งกับรางเกิดขึ้นเรื่อย ๆ
ความนิ่งของระบบเลื่อนลดลงแบบเนียน ๆ โดยที่เราไม่ทันรู้ตัว
2. ยางกันลื่นเสื่อมสภาพ
ยางกันลื่นบนรางหรือใต้ฐานเลื่อย มีหน้าที่ช่วยลดแรงสั่น และเพิ่มการยึดเกาะให้ตัวเครื่องวิ่งบนรางได้แน่น
แต่เมื่อใช้ไปนาน ๆ ยางมีสิทธิ์:
เสื่อม
แข็งตัว
ยุบตัวไม่เท่ากัน
ช่องว่างระหว่างรางกับตัวเครื่องจึงเกิดขึ้น ทำให้ การประกบกันไม่แน่นเหมือนใหม่ ส่งผลให้หัวตัดมีโอกาสขยับออกจากแนวที่ควรจะเป็น
3. ติดตั้งรางไม่อยู่ในระนาบ
ต่อให้คุณใช้รางดีแค่ไหน ถ้าติดตั้งเอียงหรือพื้นผิวรองรับไม่ระนาบ แรงดันจะถ่ายไปด้านข้างมากกว่าที่ควร ทำให้เกิดการสึกหรอไม่เท่ากันตลอดแนวราง
สุดท้ายคือ:
รางเริ่มคลอนเร็วกว่าอายุจริงของวัสดุ
ตัววิ่งสึกไปด้านใดด้านหนึ่ง
ความเที่ยงตรงหายไปแบบน่าเสียดาย
เช็คยังไงว่า “รางเริ่มคลอน” แล้ว?
ความคลอนของรางสไลด์เป็นพวกอาการเนียน ๆ คือไม่ค่อยสั่นแรง ไม่ส่งเสียงเตือนเหมือนเครื่องมือที่พังแบบชัด ๆ แต่มันสะสมจาก:
การรับน้ำหนักเกิน
การกดแรงไม่สม่ำเสมอ
การเสื่อมของยางกันลื่น
พอรู้ตัวอีกที ก็กลายเป็นว่าทำไมงานตัดช่วงหลัง ๆ เริ่มเพี้ยน ทั้งที่ตั้งค่าทุกอย่างก็เหมือนเดิม
รู้วิธีเช็คตั้งแต่เนิ่น ๆ จะช่วย ประหยัดทั้งเวลา แก้งาน และยืดอายุรางไปในตัว
เทคนิคเช็คง่าย ๆ ทำได้เลยบนโต๊ะงาน
โยกตัววิ่งซ้าย–ขวาแบบเบา ๆ
ถ้ารู้สึกว่ามีระยะฟรีให้ขยับ แม้เพียงน้อยนิด นั่นคือสัญญาณว่ารางเริ่มมีช่องว่างแล้วเลื่อนหัวตัดออกช้า ๆ แล้วหยุดไว้กลางราง
จากนั้นลองดันเข้า–ออกเบา ๆ ถ้ามันขยับได้ก่อนจะเริ่มเลื่อนจริง ๆ แปลว่ามีความคลอนในช่วงจับยึดระหว่างตัววิ่งกับรางแน่นอนสังเกตรอยสึกบนรางและตัววิ่ง
ถ้ารอยสึกเอียง สึกด้านเดียว หรือเป็นลายไม่สม่ำเสมอ นั่นคือผลจากแรงดันที่ผิดทิศเพราะความคลอนสะสมงานตัดเริ่มไม่เท่ากัน ทั้งที่ตั้งทุกอย่างเหมือนเดิม
ถ้าตัดสักสิบชิ้นแล้วขนาดเริ่มแกว่ง ทั้งที่ไม่ได้เปลี่ยนอุปกรณ์หรือการตั้งค่าเลย ให้สงสัยรางก่อนเป็นอันดับแรก
เมื่อรางคลอน งานตัดจะพังยังไงบ้าง?
ไม่ว่าคุณจะตัดไม้ เหล็ก หรือวัสดุสังเคราะห์ ทุกครั้งที่กดใบลงไป ระบบกำลังจัดการกับแรงหลายทิศทางพร้อมกัน
ทั้งหมดนี้จะทำงานได้ดี ก็ต่อเมื่อ รางสไลด์นิ่งและพาแนวการเคลื่อนที่ให้ตรงเสมอ
ถ้ารางเริ่มมีช่องว่าง แรงที่ควรวิ่งไปตามแนวตรงก็จะเริ่มไหลออกนอกทิศทีละนิด และนั่นคือจุดเริ่มต้นของงานที่ “ตอนแรกดูตรง แต่ตอนจบเอียง” แบบน่าหงุดหงิด
1. จุดเริ่มต้นของการตัดเบนซ้าย–ขวา
ช่วงที่วิกฤตที่สุดคือ ตอนเริ่มตัด เพราะคุณเพิ่งเริ่มออกแรง ใบเพิ่งเริ่มกินวัสดุ ถ้ารางไม่แน่น หัวตัดมีสิทธิ์เบนก่อนทุกครั้ง
อาการที่มักเกิดคือ:
ใบตัดสะดุดเล็กน้อยตอนเริ่มกินเนื้อ
ทิศทางเปลี่ยนแบบฉับพลันเมื่อแรงกดถ่ายลงเต็ม ๆ
มุมเริ่มต้นของเส้นตัดคลาดเคลื่อนตั้งแต่ยังไม่ทันเดินใบเต็มระยะ
ความผิดพลาดเล็ก ๆ ตรงต้นนี่แหละ ที่จะถูกขยายออกไปเรื่อย ๆ ตามความยาวของเส้นตัด
2. ช่วงปลายงานเอียง ทั้งที่ต้นทางดูตรง
อีกอาการหนึ่งคือ ต้นตัดตรง ปลายเอียง ซึ่งมักเกิดจากแรงสะสมตลอดระยะเลื่อน:
รางไม่สามารถประคองหัวตัดให้อยู่แนวเดิมได้ต่อเนื่อง
แรงเฉือนจากใบตัดค่อย ๆ ดึงให้หัวตัดออกจากเส้นเดิม
ยิ่งชิ้นงานยาวเท่าไหร่ ความเพี้ยนที่ปลายยิ่งชัดเจน และพอไปถึงขั้นประกอบ มักกลายเป็น:
มุมไม่ปิด
ขอบไม่ชนกันสนิท
งานดูหลวมไม่แนบแบบที่ออกแบบไว้
3. ตัดซ้ำกี่ที ก็ไม่เคยออกมาเท่ากัน
นี่คือสัญญาณเตือนสำคัญมาก เพราะ ความคลอนคือความไม่แน่นอน
ถึงคุณจะ:
ตั้งระยะเท่าเดิม
วางชิ้นงานตำแหน่งเดิม
ใช้แรงแบบเดียวกันทุกครั้ง
รางที่มีช่องว่างเพียงเล็กน้อย จะทำให้ผลลัพธ์ออกมาไม่นิ่ง บางทีคลาดไปแค่ 1 มม. บางทีมากกว่านั้น และทำให้ขั้นตอนประกอบต้องมาไล่เก็บความเหลื่อมทีหลัง
4. ชิ้นงานประกอบไม่สนิท ดูยังไงก็ “ขัดใจ”
ไม่ว่าจะเป็นเฟรม โต๊ะ บานประตู หรือชิ้นงานประกบมุมใด ๆ สุดท้ายแล้ว ทุกความคลาดเคลื่อนจะถูกเปิดโปงตอนเอามาประกอบ
ขนาดไม่เท่ากันนิดเดียว ช่องว่างก็โผล่
มุมที่ควรเป็น 90 องศา กลายเป็นเอียงจนต้องอุด ต้องแต่ง
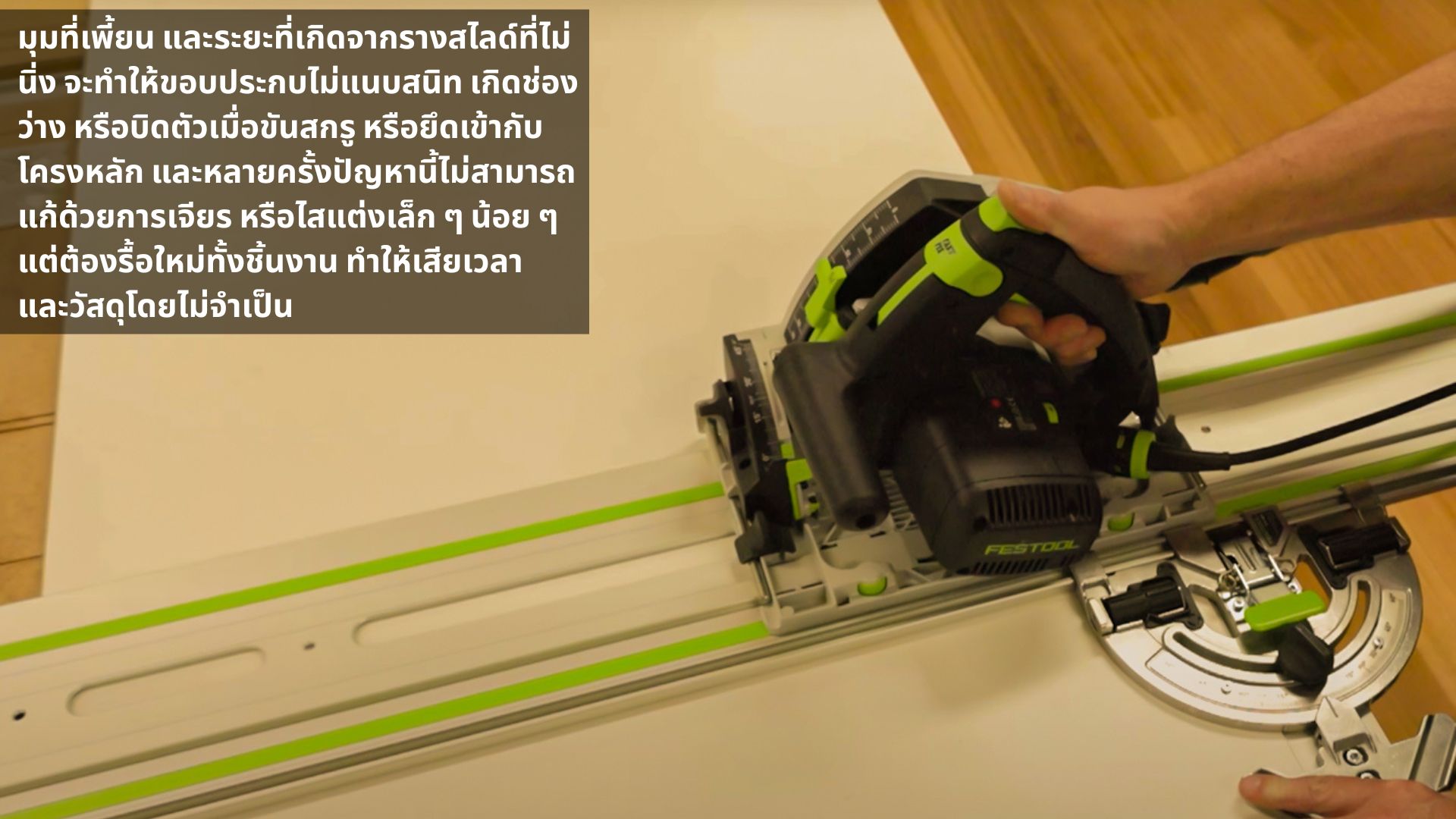
และบ่อยครั้ง ตัวการไม่ได้อยู่ที่ฝีมือคุณ แต่อยู่ที่รางสไลด์ที่ไม่นิ่งเหมือนเดิมอีกต่อไป
สรุป: รางคลอนนิดเดียว แต่อาจเปลี่ยนทั้งงาน
รางสไลด์อาจดูเป็นแค่ชิ้นส่วนหนึ่งในระบบ แต่สำหรับงานตัดแล้ว มันคือ หัวใจของความตรงทั้งหมด
ถ้ารางคลอนแค่ “เส้นผมเดียว” ผลลัพธ์ที่ปลายทางสามารถเบี้ยวเป็นมิลลิเมตรได้ทันที และสำหรับงานที่ต้องการความเที่ยงตรงสูง แค่นั้นก็เพียงพอจะทำให้งานทั้งชิ้นเสียของ
เพราะฉะนั้น ถ้าคุณกำลังสงสัยว่าทำไม:
ตั้งองศาแล้ว
เช็คระยะแล้ว
ใบตัดก็ดี เครื่องก็พร้อม
แต่ยังไม่มีครั้งไหนตัดได้ตรงแบบที่ใจต้องการ ลองหันกลับไปจับรางสไลด์ของคุณดูใหม่อีกที
การใส่ใจเรื่องความคลอนของรางสไลด์ ไม่ใช่เรื่องจุกจิก แต่เป็นเงื่อนไขสำคัญของงานที่ตรง คม เที่ยง และทำซ้ำได้ขนาดเดิมทุกครั้ง
ก่อนโทษฝีมือตัวเอง ลองเริ่มจากเช็ครางให้แน่น แล้วคุณจะรู้ว่าศักยภาพงานตัดของคุณไปได้ไกลกว่าที่คิดมากครับ





